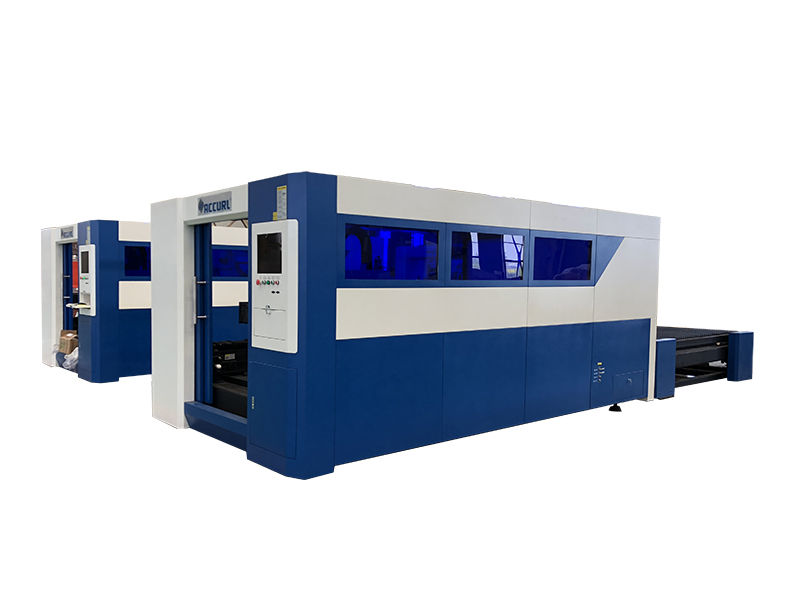
1, Ĉefaj trajtoj de Maŝino
Maŝino konsistas el maŝina gastiganto, komputilaj kontrolsistemoj, fibra lasera tranĉa kapo, malvarmigiloj, helpaj dececaj komponantoj.
Maŝina gantry-strukturo, uzante japanajn servomotorojn YASKAWA veturas rakon kaj pinion-nutradon, altan precizecon kaj rapidan rapidon, du-veturilan ilaron kaj rako-transsendon anstataŭ la tradicia pilka ŝraŭbo-transsendo, kiu igas la maŝinon malplena moviĝanta rapido ĝis 40-50 metroj/Min.
Lita gantry, maŝino veldita strukturo, maljuniĝanta traktado post recocido, malglado, finado, povas tute forigi streĉan veldon kaj maŝinadon, rigidan, altan precizecon, povas esti konservita longtempa uzo ne deformita (almenaŭ 20 jaroj).
X, Y-aksoj estas importitaj Japanio YASKAWA altprecizecaj servomotoroj, alta rapido, alta tordmomanto kaj alta inercio, stabila kaj daŭra. Certigu la altan rapidon, altan precizecon kaj akcelon de la maŝino.
Speciala tranĉa programaro, integriĝo de kelkaj laseraj kortego-kontrolo specifaj moduloj, potenca, bona homo-maŝino interfaco, facila operacio. La tranĉkapa elekto de svisa marko altkvalita Ray Tools-marko fibro lasera tranĉa kapo same kiel dediĉita kapacita sento, alta precizeca sensilo, respondema, agado de la plej stabila kaj fidinda.
Kontrolaj sistemoj; Uzo de komputil-kontrolita elektra tablotradukado estas kompleta laborpeco tranĉado ktp. Tranĉado povas esti farita en iu ajn grafika redaktilo kaj sporta aviadilo.
Maŝinaj ĉefaj partoj adoptas la faman markon de Eŭropo, Japanio kaj Tajvano, ĝia prezo de Ĉinio sed eŭropa maŝino kvalito.
2, Maŝino ĉefa teknika avantaĝo
2.1 Maŝino-ilo
Ĉi tiu Maŝina lito kun gantry-dezajno, maŝina veldita strukturo, traboj konstruitaj el gisita aluminio post kalciado de maljuniĝanta traktado, kaj poste malglado, finado, povas tute forigi streĉan veldon kaj maŝinadon, rigidecon, precizecon alta, povas esti konservita longtempa uzo almenaŭ 20. jaroj ne misformitaj.
Maŝino-Rabo-gantro kun la ĝeneralaj Aluminiaj ĵetaj partoj, kiuj povas redukti peztrabojn, por certigi bonan stabilecon, altrapida operacio povas renkonti la maŝinon.
Maŝino pezanta 4 tunojn, varia analiza tekniko uzanta strukturan dinamikan dezajnoprincipon kaj finielementan metodon desegnita maŝinbazo havas bonegan statikan kaj dinamikan agadon.
| teknikaj parametroj | |||
| Etaĝa areo | Ĉirkaŭ 4650 * 2520mm (ekskludante ŝarĝan kaj malŝarĝan areon) | ||
| Permesu al materialo Maksimuma tranĉa areo | 1500 * 3000mm | ||
| Maŝino Malneta pezo | 4000 KG | ||
| Postuloj de nutrado | 380V/ 50Hz | Tuta potenco | 20KW |
| Mediaj postuloj | Temperaturintervalo: 10-35 ºC Humideco: 40-85% 1,000 metrojn super la marnivelo, la uzo de medio nebrulema, eksplodema, magneta, fortaj tertremoj | ||
| Parametroj de la sistemo de movado de ekipaĵoj | |||
| Tranĉa rapideco, akcelo | 0-50m / min 0-3000mm/s2 | ||
| Aera vojo rapido, akcelo | 0-50m / min | ||
| Pozicia precizeco | <0,03 mm/m | ||
| Vetersistemo | Adoptu Japanion YASKAWA servomotoroj stirado | ||
| Transdono | Ĉiuj uzas altan precizecan helikforman rakon kaj pinion | ||
| Sistemoj de reago kaj transporto | Dediĉita transporto kaj kontrolsistemo | ||
| Sistemo de ventolado | Fiksita pli malalta ventolado | ||
| Laborbenko Tipo | Raka Laborbenko | ||
| Cirkvito kaj protekta sistemo | Norma Dezajno | ||
Nia fibra lasera tranĉmaŝino ĉefaj laseraj funkcioj
| Ne | Funkcio | Priskribo |
| 1 | Sekvo de Alteco | Torĉo Movu Supren Kaj Suben Laŭ Plata Alteco |
| 2 | Potenca Kontrolo | Lasera Potenca Kontrolo Laŭ Deklivo |
| 3 | Inversa Funkcio | Inversa Por Efektivigi NC-Programon |
| 4 | Breakpoint Return | Revenu Al Breakpunkto Post Reakiro |
| 5 | Multi Piercing | Pulso, Eksplodado, Progreso, Alta Rapida |
| 6 | Ĉeflinio | Agordu Ĉeflinian Parametron |
| 7 | Aŭtomata Rando-Trovo | Trovu Tranĉan Pecon Koordinaton Aŭtomate |
| 8 | Funkcio Leapforg | Leapforg Por Plibonigi Tranĉan Efikecon |
| 9 | Komuna Linio | Komuna Linio Por Plibonigi Tranĉan Efikecon |
| 10 | Marka Funkcio | Marki Iun ajn Formon Sur Telero |
Laser-tranĉa dikeco kaj rapideco por referenco (surbaze de la lasera potenco 800W, alia lasera potenco la datumoj estos malmulte da diferenco)
| Materialo | dikeco (mm) | Rekomendas Tranĉadon Rapido (mm/min) | Maksimuma Tranĉa Rapido (mm/min) | Potenco (W) | Tranĉa Gaso | Gasa Premo (kPa) | Fokuso (mm) | Modelo de cigaredingo | Malfokuso (mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| MS | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| MS | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| MS | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| MS | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| MS | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| MS | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| MS | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| MS | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| MS | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| MS | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
Maŝinaj Malglataj Konsumaj kostoj (surbaze de lasera potenco 800W-maŝino, la alia lasera potenco la datumoj estos malmulte da diferenco)
A> Tuta Elektrokonsumo
| Maŝina Parto | Potenco (kW) | Energikonsumo (kW/Horo) | Notu |
| Lasero-Generatoro | 5.8 | <=21 | Pro la elektra prezo estas malsama en ĉiu lando, do mi povas doni nur elektrokonsumon, ne povus doni totalan prezon. |
| CNC Tablo | 5.8 | ||
| Malvarmiga Unuo | 5 | ||
| Eltira Filtrilo | 4.4 |
B> Gasa Konsumo
| Gaso | Konsumo (Minuto/Botelo) | Notu | Notu |
| O2 | 60 | Kalkulita surbaze de 1mm MS-Plato | Pro la gasprezo estas malsama en ĉiu lando, do mi povas doni nur gaskonsumon, ne povus doni totalan prezon. |
| N2 | 15 | Kalkulita surbaze de 1mm SS-Plato |
C> Konsumeblaj partoj
| Konsumeblaj | Vivo (Horo) | Prezo unuopa (USD/Peco) | Tuta kosto (USD/Horo) | Notu |
| Protekta Spegulo | >=240 | 43 | 0.18 | Se labormedio estas bona, tiam konsumeblaj' La vivo estos pli longa |
| Ajuto | >=600 | 21.4 | 0.04 | |
| Ceramika Ringo | >=1500 | 108 | 0.07 | |
| Entute | 0,29 USD/Horo | |||
Tuta Konsumo
| Ero | Potenco Konsumo | Gasa Konsumo (USD/Horo) | Konsumeblaj | Notu |
| O2 | <=21 kW/Horo | 60 (Minuto/Botelo) | 0,29 USD/Horo | Kalkulite surbaze de 1mm MS-Plato |
| N2 | <=21kW/Horo | 15 (Minuto/Botelo) | 0,29 USD/Horo | Kalkulite surbaze de 1mm SS-Plato |
Enkonduko de lasero-tranĉa softvaro (aŭtomata nestumado)
"Lasero-tranĉa desegna programaro" estas agordita por plata tranĉa programaro, kies ĉefa celo estas provizi bildan prilaboron, parametrajn agordojn, la kutiman tranĉan procezan redaktilon, simuladon, kaj malrapidan ordigon kaj pretigon
Ĝi subtenas la jenan datuman enigan reĝimon
6.1) Post tempo subteno DXF, PLT kaj aliaj grafikaj datumaj formatoj akceptitaj internacia norma G-kodo Mater Cam, Type3, Wentai-programaro generis DXF-importajn grafikojn, tekstajn konturojn AutoCAD rekta eltira sistemo translokigita grafika bilda datumo, vi povas redakti la aranĝon (kiel zoom, turni, vicigi, kopii, kombini, glatigi, kunfandi operacion) de la importitaj datumoj por aŭtomate kontroli la laŭleĝecon, kiel ekzemple: Fermita, interkovra, mem-intersekca, distanco inter la detekto de grafikaĵoj, la tranĉa tipo (ina tranĉo, Yang tranĉo; ), kaj eksteraj rilatoj, interfera rilato, aŭtomata kalkulo de enkonduko de tranĉaj ŝablonoj, eksportlinio.
6.2) Procezu laŭ bezono, povas esti libere modifita komenca pozicio kaj grafika prilabora direkto, dum la sistemo dinamike ĝustigas la enkondukon de gvida pozicio, dosiero-importado ĉiam aŭtomate optimumigas la prilaboran sekvencon, sed ankaŭ povas esti mane ĝustigita por redukti la pretigan tempon kaj plibonigi prilaborado efikeco elektu la grafika eligo, subteno ie ajn en la prilaborado de lokaj datumoj, precipe utila por nutrado, dum vi povas uzi la rikolto funkcio, grafika prilaborado loke unika rompopunkto, la procezo povas iri antaŭen laŭ la aŭtoveturejo, reen, fleksebleco renkontita ĉiu proceza kazo, laŭ la grafika prilaborado, krudmaterialo, aŭtomata nestado
Rilataj produktoj
 metala lasero tranĉanta / lase tranĉa maŝino prezo / neoksidebla ŝtala lasero tranĉanta maŝinon
metala lasero tranĉanta / lase tranĉa maŝino prezo / neoksidebla ŝtala lasero tranĉanta maŝinon Accurl Smartline 3015-Seria Fibra Lasera Tranĉa Maŝino
Accurl Smartline 3015-Seria Fibra Lasera Tranĉa Maŝino 500w1000w 2000w 3000w fibro lasero tranĉanta prezon en Usono
500w1000w 2000w 3000w fibro lasero tranĉanta prezon en Usono 1000w cnc 3015 fibro lasero maŝino tranĉanta neoksidebla ŝtalo milda ŝtalo aluminio plej bona prezo
1000w cnc 3015 fibro lasero maŝino tranĉanta neoksidebla ŝtalo milda ŝtalo aluminio plej bona prezo fibra lasero tranĉanta maŝinprezon en 2018 kantona foiro
fibra lasero tranĉanta maŝinprezon en 2018 kantona foiro programebla plasma lasero-tranĉilo plasma cnc-tranĉa maŝino kun maxpro 200
programebla plasma lasero-tranĉilo plasma cnc-tranĉa maŝino kun maxpro 200 fibro lasero tranĉanta maŝinon tranĉante kuprajn kaj aluminiajn materialojn
fibro lasero tranĉanta maŝinon tranĉante kuprajn kaj aluminiajn materialojn 500w 1000w folia metala tubo-fibra lasero tranĉanta maŝinon vende
500w 1000w folia metala tubo-fibra lasero tranĉanta maŝinon vende 2018 plej lasta plasma gantry cnc tranĉa maŝino gantry plasma tranĉilo fabrikisto de prezo
2018 plej lasta plasma gantry cnc tranĉa maŝino gantry plasma tranĉilo fabrikisto de prezo 420mpa 3-aksa pura akvobranĉa maŝino por ŝaŭmo, ledo, plasta filmo
420mpa 3-aksa pura akvobranĉa maŝino por ŝaŭmo, ledo, plasta filmo